Krumtapaksellejer og deres udskiftning
Krumtapakslen er en af de vigtigste dele af ethvert køretøj med en stempelmotor. En separat en er afsat til enheden og formålet med krumtapakslen. Lad os nu tale om, hvad der hjælper det til at fungere problemfrit. Lad os tale om indsatser.
Foringerne er installeret mellem krumtapakslens hovedtapper og lejet i cylinderblokken, og også mellem plejlstangstapperne og den indvendige overflade af plejlstængernes nedre hoveder. Faktisk er disse glidelejer, der reducerer friktionen under rotation af akslen og forhindrer den i at sætte sig fast. Rulningslejer er ikke anvendelige her, de kan simpelthen ikke modstå sådanne driftsforhold i lang tid.
Ud over at reducere friktionen giver linerne dig mulighed for at placere og centrere dele korrekt. En anden vigtig funktion af dem er fordelingen af smøremiddel med dannelsen af en oliefilm på overfladen af de interagerende dele.
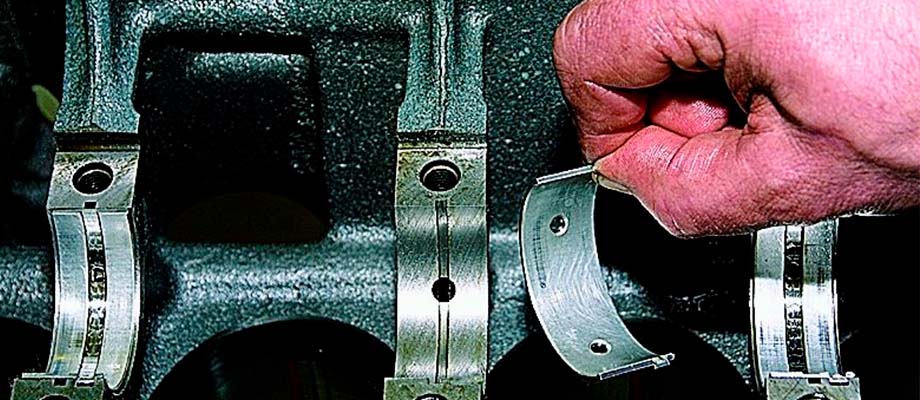
Indsatsen er en sammensat del af to flade metal halvringe. Når de er parret, dækker de krumtapakseltappen fuldstændigt. Der er en lås i en af enderne af halvringen, med dens hjælp fastgøres foringen i sædet. Tryklejer har flanger - sidevægge, som også gør det muligt at fastgøre delen og forhindrer akslen i at bevæge sig langs aksen.

Der er et eller to huller i halvringene, hvorigennem der tilføres smøring. På foringerne, som er placeret på siden af oliekanalen, er der lavet en langsgående rille, langs hvilken smøremidlet kommer ind i hullet.
 Lejet har en flerlagsstruktur baseret på en stålplade. På den indvendige (arbejds) side påføres en anti-friktionsbelægning, som normalt består af flere lag. Der er to strukturelle underarter af liners - bimetalliske og trimetalliske.
Lejet har en flerlagsstruktur baseret på en stålplade. På den indvendige (arbejds) side påføres en anti-friktionsbelægning, som normalt består af flere lag. Der er to strukturelle underarter af liners - bimetalliske og trimetalliske.

For bimetalliske påføres en antifriktionsbelægning på 1 ... 4 mm på en stålbase med en tykkelse på 0,25 til 0,4 mm. Det indeholder normalt bløde metaller - kobber, tin, bly, aluminium i forskellige proportioner. Tilsætninger af zink, nikkel, silicium og andre stoffer er også mulige. Der er ofte et underlag af aluminium eller kobber mellem bunden og anti-friktionslaget.
Et tri-metal leje har endnu et tyndt lag bly blandet med tin eller kobber. Det forhindrer korrosion og reducerer slid på antifriktionslaget.
For yderligere beskyttelse under transport og indkøring kan halvringene belægges med tin på begge sider.
Strukturen af krumtapakselforingerne er ikke reguleret af nogen standarder og kan variere fra producent til producent.
Foringer er dele af præcisionstypen, der giver mellemrum inden for visse grænser under krumtapakslens rotation. Smøremiddel føres ind i spalten under tryk, som på grund af akslens excentriske forskydning danner en såkaldt oliekile. Faktisk rører krumtapakslen under normale forhold ikke lejet, men roterer på en oliekile.
Et fald i olietryk eller utilstrækkelig viskositet, overophedning, afvigelse af dimensionerne af dele fra de nominelle, fejljustering af akserne, indtrængen af fremmede partikler og andre årsager forårsager en krænkelse af væskefriktion. Så nogle steder begynder akseltapperne og foringerne at røre. Friktion, opvarmning og slid på dele øges. Over tid fører processen til lejefejl.
Efter adskillelse og fjernelse af foringen kan årsagerne til slid bedømmes ud fra deres udseende.

Slidte eller beskadigede foringer kan ikke repareres og udskiftes blot med nye.
Mulige problemer med linerne vil blive rapporteret ved et mat metallisk bank. Det bliver højere, når motoren varmer op, eller belastningen øges.
Hvis det banker ved krumtapakslens hastighed, er hovedtapperne eller lejerne alvorligt slidte.
Hvis stødet forekommer med en frekvens, der er to gange mindre end krumtapakslens hastighed, skal du se på plejlstangstapperne og deres foringer. Den problematiske hals kan bestemmes mere præcist ved at slukke for dysen eller tændrøret på en af cylindrene. Hvis slaget forsvinder eller bliver mere stille, skal den tilsvarende plejlstang diagnosticeres.
Indirekte indikeres problemer med halse og foringer ved et trykfald i smøresystemet. Især hvis dette observeres i tomgang efter at enheden er blevet varmet op.
Lejer er hoved- og plejlstang. De første er placeret i sæderne i BC-kroppen, de dækker hovedtapperne og bidrager til den glatte rotation af selve akslen. Sidstnævnte indsættes i det nederste hoved af plejlstangen og dækker sammen med det plejlstangstappen på krumtapakslen.
Ikke kun lejer er udsat for slitage, men også akseltapper, så udskiftning af et slidt leje med en standardstørrelse bøsning kan resultere i, at frigangen bliver for stor.
Overdimensionerede lejer med øget tykkelse kan være nødvendige for at kompensere for slid på akseltappen. Som regel er foringen af hver efterfølgende reparationsstørrelse en kvart millimeter tykkere end den foregående. Lejerne i den første reparationsstørrelse er 0,25 mm tykkere end standardstørrelsen, de andre er 0,5 mm tykkere og så videre. Selvom reparationsstørrelsen i nogle tilfælde kan være anderledes.
For at bestemme graden af slid på krumtapakseltapperne er det nødvendigt ikke kun at måle deres diameter, men også at diagnosticere for ovalitet og tilspidsning.
For hver hals, ved hjælp af et mikrometer, foretages målinger i to vinkelrette planer A og B i tre sektioner - sektion 1 og 3 er adskilt fra kinderne med en fjerdedel af halsens længde, sektion 2 er i midten.

Den maksimale forskel i diametre målt i forskellige sektioner, men i samme plan, vil give tilspidsningsindekset.
Forskellen i diametre i vinkelrette planer, målt i samme sektion, vil give værdien af ovalitet. For en mere nøjagtig bestemmelse af graden af oval slitage er det bedre at måle i tre planer for hver 120 grader.
huller
Clearanceværdien er forskellen mellem foringens indre diameter og halsens diameter divideret med 2.
Bestemmelse af den indre diameter af foringen, især den vigtigste, kan være vanskelig. Derfor er det praktisk at bruge en kalibreret plasttråd Plastigauge (Plastigage) til måling. Måleproceduren er som følger.
- Rengør halsene for fedt.
- Placer et stykke kalibreret stang hen over overfladen, der skal måles.
- Installer lejehætten ved at stramme fastgørelseselementerne til nominelt moment med en momentnøgle.
- Drej ikke krumtapakslen.
- Skru nu fastgørelseselementet af og fjern låget.
- Påfør kalibreringsskabelonen på den fladtrykte plastik og bestem mellemrummet ud fra dens bredde.

Hvis dens værdi ikke passer inden for de tilladte grænser, skal halsene slibes til reparationsstørrelsen.
Halse slides ofte ujævnt, så alle mål skal tages for hver af dem og poleres, hvilket fører til en reparationsstørrelse. Først derefter kan du vælge og installere liners.
Når du vælger indsatser til en ændring, er det nødvendigt at tage højde for modeludvalget af forbrændingsmotorer, og det sker, at selv en specifik model af forbrændingsmotor. I langt de fleste tilfælde vil lejer fra andre enheder være inkompatible.
Nominelle og reparationsdimensioner, frigangsværdier, mulige tolerancer, boltemomenter og andre parametre relateret til krumtapakslen kan findes i reparationsmanualen til din bil. Udvælgelsen og installationen af foringer skal udføres i nøje overensstemmelse med manualen og mærkerne stemplet på krumtapakslen og kroppen af BC.
Den korrekte procedure for udskiftning af lejer involverer fuldstændig demontering af krumtapakslen. Så du skal fjerne motoren. Hvis du har de rette betingelser, det nødvendige sæt værktøjer, erfaring og lyst, så kan du fortsætte. Ellers er du på vej til en bilservice.
Før du fjerner dækslerne på foringen, skal de nummereres og mærkes, så de kan installeres på deres oprindelige steder og i samme position under installationen. Dette gælder også for liners, hvis de er i god stand og deres videre brug forventes.
Den fjernede aksel, foringer og sammenkoblingsdele rengøres grundigt. Deres tilstand kontrolleres, der skal lægges særlig vægt på at kontrollere renheden af oliekanalerne. Hvis foringen har defekter - skrammer, delaminering, spor af smeltning eller klæbning - så skal de udskiftes.
Yderligere foretages de nødvendige målinger. Afhængigt af de opnåede resultater, poleres halsene.
Hvis foringerne i den ønskede størrelse er tilgængelige, kan du fortsætte med installationen af krumtapakslen.
samling
De, der er beregnet til placering i BC-sengen, har en rille til smøring, og de halvringe, der er sat ind i dækslerne, har ikke riller. Du kan ikke ændre deres pladser.
Før montering af alle foringer skal deres arbejdsflader samt krumtapakseltapperne smøres med olie.
og lejer er installeret i lejet af cylinderblokken, og krumtapakslen er lagt på dem.
Hovedlejedækslerne sættes på plads i overensstemmelse med de markeringer og mærker, der er lavet under demontering. Boltene spændes til det nødvendige drejningsmoment i 2-3 omgange. Først strammes det centrale lejedæksel, derefter i henhold til skemaet: 2., 4., for- og bagforing.
Når alle hætter er strammet, drej krumtapakslen og sørg for, at rotationen er let og uden at klæbe.
Monter plejlstængerne. Hvert dæksel skal sættes på sin egen plejlstang, da deres fabriksboring udføres sammen. Øretelefonernes låse skal være på samme side. Spænd boltene til det nødvendige moment.
Der er mange anbefalinger på internettet til udskiftning af lejer uden behov for en meget besværlig fjernelsesproces. En sådan metode er at bruge en bolt eller nitte, der indsættes i nakkeoliehullet. Om nødvendigt skal bolthovedet slibes af, så det ikke overstiger foringens tykkelse i højden og passerer frit ind i spalten. Når krumtapakslen drejes, vil hovedet hvile mod enden af lejehalvringen og skubbe den ud. derefter anbringes på lignende måde en ny indsats i stedet for den udtrukne.
Faktisk virker denne metode, og risikoen for at beskadige noget er lille, du skal bare komme til krumtapakslen fra inspektionshullet. Det kan dog have uforudsigelige konsekvenser, så du vil bruge det på egen risiko og risiko.
Problemet med sådanne folkemetoder er, at de ikke sørger for detaljeret fejlfinding og målinger af krumtapakslen og absolut udelukker slibning og montering af halsene. Alt foregår med øjet. Som et resultat kan problemet vise sig at være forklædt, men efter nogen tid vil det dukke op igen. Dette er i bedste fald.
Det er ekstremt uværdigt at udskifte fejlbehæftede foringer uden at tage højde for slid på krumtapakslens tapper. Under operationen kan halsen for eksempel få form som en oval. Og så vil en simpel udskiftning af foringen næsten garanteret føre til, at den snart vender. Som et resultat vil der i det mindste være skrammer på krumtapakslen, og den skal poleres, og som et maksimum vil en seriøs reparation af forbrændingsmotoren være påkrævet. Hvis den vender, kan den mislykkes.
Forkert clearance vil også forårsage alvorlige negative konsekvenser. Backlash er fyldt med banker, vibrationer og endnu mere slid. Hvis mellemrummet tværtimod er mindre end det tilladte, øges risikoen for jamming.
Skønt i mindre grad er andre parringsdele gradvist slidte - plejlstangshovederne, krumtapakslen. Dette skal heller ikke glemmes.