Hvordan oprettes filer?
| Det grundlæggende princip for filfremstilling er at skære tænder i en metalstrimmel for at fremstille et groft værktøj, der kan slibe materiale fra en blødere overflade. |
 | Mens filer er blevet fremstillet i hånden i hundreder af år, kan de nu også masseproduceres ved hjælp af maskiner. Enhver proces følger metoden beskrevet nedenfor. |
Opret en tom | |
 | Det første trin i processen med at lave en fil er at skabe en metalstrimmel, der nogenlunde matcher formen og størrelsen af den færdige fil. Dette kaldes "tomt". |
 | For at opnå dette resultat kan stålet smedes, smeltes og hældes i en form for at størkne, eller presses mellem to tunge ruller og derefter skæres til den ønskede form. |
Filudglødning | |
 | Udglødning er en proces, hvor stål blødgøres for at gøre det lettere at arbejde med. |
 | Filemnet opvarmes, indtil det bliver mørkerødt, og efterlades derefter til afkøling ved stuetemperatur. |
 | Da opvarmning af et metalemne kan føre til dets deformation, bliver det efter afkøling slebet eller savet til den ønskede form. |
Skæring af tænder med en fil | |
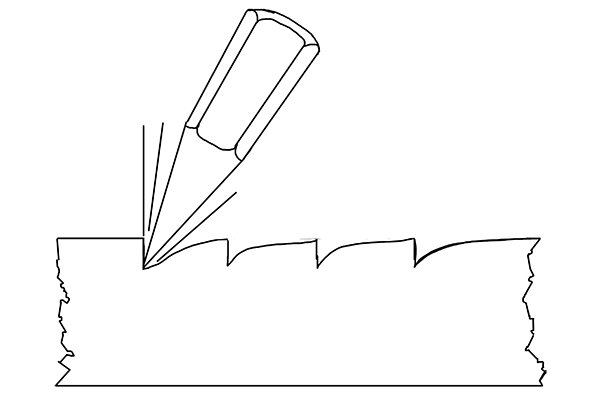
 | På dette stadium skæres tænder ind i filen med jævne mellemrum ved hjælp af en mejsel. |
 | Vinklen på tænderne er normalt omkring 40-55 grader i forhold til filens overflade, afhængig af typen af mønster, der skæres ind i filen. Dette hjørne kaldes filens "forreste hjørne". For mere information se Hvad er et filsnit? |
 | Hvis vinklen på tænderne er for snæver, er der større sandsynlighed for, at de sætter sig fast i emnets overflade. Hvis vinklen er for stor, er der større sandsynlighed for, at de knækker og falder af filens krop. |
 | Nogle filer kan laves med en negativ skråvinkel, hvilket betyder, at tænderne faktisk peger væk fra emnet i stedet for mod det. I dette tilfælde skærer tænderne ikke materialet, men skraber det hen over overfladen, skraber eventuelle uregelmæssige buler (buler) af og presser det afskårne materiale ind i små buler (lave). |
 | Disse filer skæres normalt med fine tænder og bruges til at producere en meget glat overflade. |
 | RaspskæringRasptænder er lavet ved hjælp af en trekantet stanse, der skærer gennem hver tand individuelt. For mere information om rasper se: Hvad er en rasp? |
Filhærdning | |
 | Når tænderne er skåret over, skal filen hærdes eller hærdes, så den kan skære igennem andre materialer uden skader. |
 | Filen varmes op igen. |
 | Når den når den ønskede temperatur, nedsænkes den i et stort saltlagebad og afkøles hurtigt. |
 | Denne hurtige afkøling gør, at kornene i stålets molekylære struktur bliver finere, hvilket gør det hårdere og giver det større trækstyrke. |
 | Denne proces gentages flere gange for at sikre, at stålet er hårdt nok til at blive brugt som slibemiddel. |
Lugt blødgørende | |
 | En bivirkning af hærdningsprocessen er, at det kan gøre stålet sprødt, hvilket gør det mere tilbøjeligt til at klippe eller knække, når det tabes. |
 | Fordi filskaftet er tyndere end resten af kroppen, er dette et potentielt svagt punkt. |
 | Efter at resten af varmebehandlingen er afsluttet, opvarmes skaftet således og får lov at afkøle til stuetemperatur. Dette blødgør igen skaftet, hvilket gør det mindre skørt og mere modstandsdygtigt over for skader. |
 | Filer, der går gennem denne del af processen, bliver nogle gange omtalt som "variable varmebehandlinger". |

