Hvilke dele består indløbet af?
Indhold
Forarbejdning | ||
| Sprue cutter håndtag er lavet af stål, som ofte er dækket med en PVC (polyvinylchlorid) eller TPR (termoplastisk gummi) ærme for at give mere komfort og et bedre greb. | |
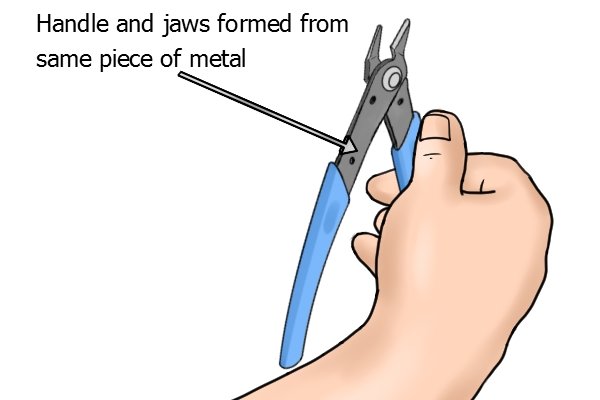
 | På mindre og tyndere indløbsfræsere designet til at skære plastik er enden af stålskaftet formet som en kæbe og en skærkant. | |
Ærmehåndtag | ||
 | Indløbsknopbøsninger kan tjene flere formål. Deres primære funktion er dog at give brugeren et bedre greb og give en mere behagelig måde at holde indløbet på til brug over længere perioder. | |
 | Andre funktioner, der udføres af grebsbøsninger, omfatter beskyttelse af grebet mod beskadigelse og hjælper med at holde enderne på nogle typer rekylfjedre. Håndtagets muffe er lavet af plastik. For mere information se Hvad er indløbsfræsere lavet af? | |
Støttepunkt | ||
 | Omdrejningspunktet er det punkt, som kæberne roterer omkring, når de åbner eller lukker. Nogle kraftige portskærere kan have to drejepunkter, et for hver kæbe. | |
tilbagevenden forår | ||
 | Returfjederen åbner portskærerkæberne, så snart brugeren slipper trykket på håndtagene. Tre typer fjedre bruges almindeligvis på indløbsfræsere: | |
 | Dobbelt bladfjedreDobbelt bladfjedre er to tynde stykker metal, der er fastgjort til krumtappene lige ud over kæbernes omdrejningspunkt (omdrejningspunkt). Når håndtagene presses mod hinanden, kommer de to bladfjedre i kontakt med hinanden og komprimeres. Så snart kraften på håndtagene aftager, skubber bladfjedrene håndtagene tilbage og åbner kæberne. | |
 | Dobbelte bladfjedre giver den mindste modstand af de tre fjederdesigner, så der kræves mindre indsats fra brugeren, hvilket undgår træthed under længere tids brug af brænderen. Men hvis fræseren bliver stiv på grund af korrosion eller snavs, giver de dobbelte bladfjedre muligvis ikke tilstrækkelig kraft til at åbne kæberne. | |
 | Multi-turn fjederMulti-spiralfjedre er placeret enten lige bag omdrejningspunktet (omdrejningspunktet) på kæberne, som dobbelte bladfjedre, eller under mellem håndtagene. Med multispiralfjedre kan en bred vifte af elastisk modstand opnås ved at variere fjederstørrelsen, spiraltykkelsen og fjederpositionen. | |
 | Små multi-spiralfjedre tæt på kæbens omdrejningspunkt vil give mindst modstand, mens større og tykkere skruefjedre placeret lavere mellem håndtagene vil give mest. | |
 | Enkelt skruefjederDenne type fjeder ligner en nøglering med to arme fastgjort til den. To fjederarme er fastgjort til håndtagene et af tre steder. | |
 | Med fjederens arme fastgjort til håndtagene lige ud over kæbernes omdrejningspunkt, sidder den nøgleringslignende fjeder mellem de to håndtag. Denne fastgørelsesposition giver den mindste modstand til brugeren og resulterer derfor i mindre træthed under længere tids brug. | |
 | Med fjedertappe fastgjort i midten af håndtagene, er den nøgleringslignende fjeder lige bag kæbernes omdrejningspunkt. Når fjederarmene er fastgjort til grebene i denne position, er det meste af hver arm ofte dækket af gribebøsningerne eller selve grebene. | |
 | Med fjedertappe fastgjort til enderne af håndtagene, er den nøgleringlignende fjeder længere bag håndtagene. Denne fastgørelsesposition giver den maksimalt mulige modstand for denne type fjeder. | |
Toggle switch | ||
 | Drejeleddet findes ikke på alle indløbsfræsere, men kun på dem, der har en sammensat løftestangsvirkning, også kendt som et multiled (se fig. Hvilke yderligere funktioner har indløbsfræsere?). Artikulationen er omdrejningspunktet for håndtagene, men ikke kæberne. I stedet er enderne af håndtagene fastgjort til kæberne ved det sekundære armpunkt. | |
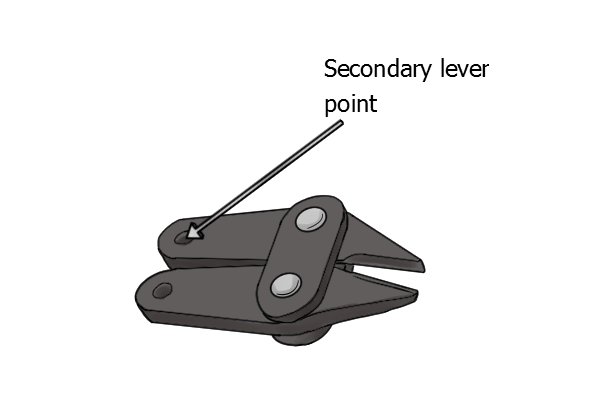
Sekundært håndtagspunkt | ||
 | Det sekundære punkt på håndtaget er, hvor håndtagene er fastgjort til indløbskæberne ved en kompleks håndtagshandling. Det er det, der forvandler udgangshåndtagets kraft fra håndtagene til meget mere inputhåndtagskraft for kæberne, hvilket skaber en kompleks løftestangshandling. Det sekundære håndtagspunkt er fraværende på indløbsfræsere, der ikke har kompleks håndtagsvirkning. | |
Kæber | ||
 | Kæber er de dele af indløbsfræseren, der skærer støbte dele fra indløbet. På mange indløb, der kun er beregnet til brug med plastikrør, er enderne af håndtaget formet som indløbsrørene. Dette giver dem mulighed for at være tyndere for at opnå mindre rum til mere sart arbejde. | |
 | På nogle modeller med komplekse koblinger kan kæberne udskiftes, hvis de bliver sløve eller beskadigede. Kæberne på disse portskærere kan have et eller to drejepunkter. | |
 | Dobbeltdrejekæber har øvre og nedre flade stænger eller plader, der forbinder de to halvdele af kæberne. To drejepunkter er placeret i hver ende af de flade plader, der forbinder de to halvdele af kæberne. Denne type kæbedesign findes oftest på store og tunge indløbsmaskiner med udskiftelige kæber. | |
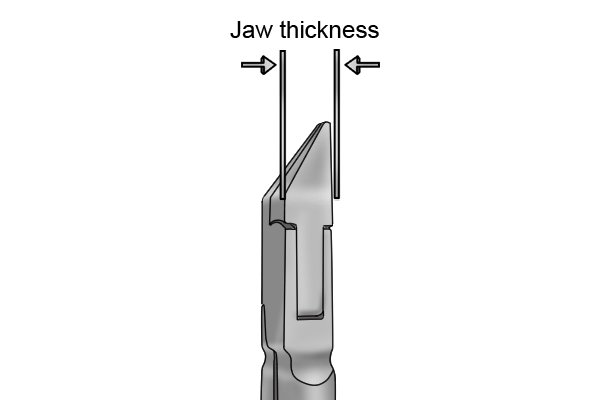
 | KæbetykkelseKæbetykkelsen på indløbsfræsere varierer afhængigt af tykkelsen og typen af materiale, de er beregnet til at skære. Tykkelsen af kæben er normalt angivet i millimeter. Det kan dog også ses i brøkdele af en tomme på indsprøjtningsfræsere, der sælges i USA. | |
 | Tykkere kæber vil være stærkere og vil være i stand til at skære igennem tykkere indløb eller indløb fremstillet af hårdere materialer. Tykkere kæber er dog mindre i stand til at trænge ind i snævre rum, så de er ikke egnede til at fjerne små komplekse dele fra indløbet. Typisk anvendes tyndere kæber på enkeltvirkende indløbsfræsere beregnet til brug i plastmodelfremstilling. Tykkere kæber kan findes på sammensatte armskærere beregnet til brug af metaljuvelerer. | |
 | KæbebreddeKæbebredden af en portskærer måles ved afstanden mellem de ydre sider af de to kæber. Indsprøjtsfræsere med større kæbebredder vil have stærkere kæber, der er bedre egnet til at skære tykkere, hårdere materiale. Portfræsere med større skår vil dog ikke kunne få adgang til og fjerne dele fra tætpakkede porte eller små, skrøbelige dele. | |
 | KæbelængdeLængere kæber giver større rækkevidde til at gribe og hente dele fra et tætpakket indløb. Kæbernes skæreevne falder dog betydeligt med afstanden fra kæbens omdrejningspunkt. Korte kæber har mere styrke og skærekraft i enderne. | |
 | kæbe vinkelNogle indløbsfræsere har vinklede kæber. Dette kan hjælpe kæberne med at få adgang til tæt pakkede indløb eller fjerne små, skrøbelige dele fra indløb. Kæbevinkler kan variere fra ingen vinkel overhovedet (0 grader) til næsten 90 grader. | |
skærekanter | ||
 | Skærekanterne er de indvendige kanter af kæberne, der faktisk skærer indløbet. Vinklen eller affasningen på skærekanterne bestemmer kvaliteten af den opnåede finish, når delen skæres med en portskærer. | |
 | Hvad er en affasning?Affasningen har en spids vinkel (mindre end 90 grader), der danner kæbens skærende kant. Sprækkeskærekæber kan have en eller to affasninger på skærekanterne. For mere information om affasninger se vores side Hvilke typer indløbsaffasninger er tilgængelige? | |

